基本配置
电表整表焊接方案
——————————新型焊接流水线介绍
高效 节能 省人 实用
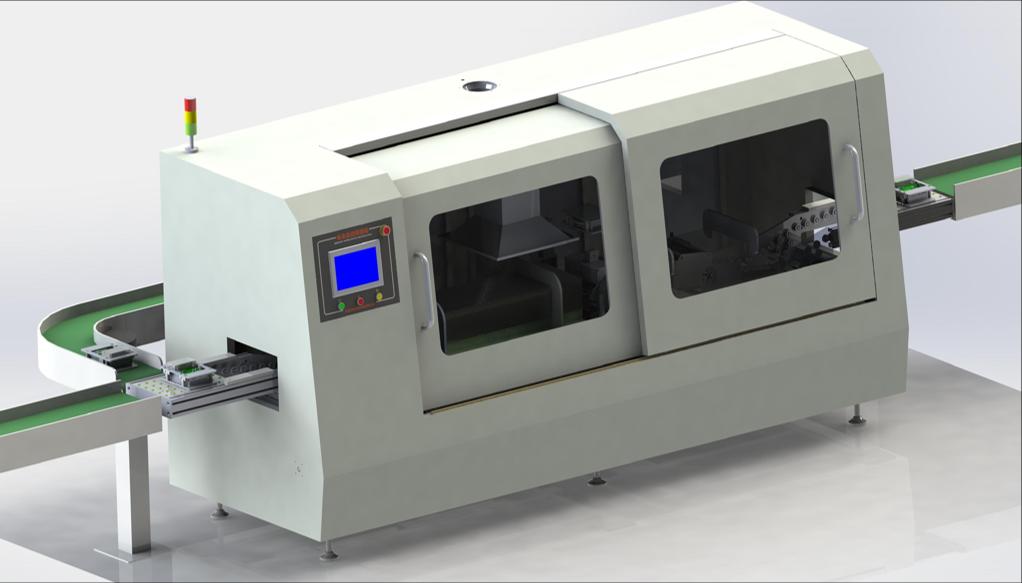
新型电表焊接流水线简介
用途:为实现电表整表焊接工艺而设计的一种新型焊接流水线。
(电表模块与底壳装配后进行高质量焊接)
特点:高效,节能,焊点美观。
优势:相比其它焊接设备(如龙门机械手烙铁焊,选择性波峰焊,大型拼版载具焊等),具有产能更高,性价比高,维护简单,性能稳定,耗材省(省电,省助焊剂,省锡)。
理论产能:≥700 个/小时,生产节拍 5 秒。
人员需求:2 人;一人负责入口放表,一人后方取表;
电力消耗:5KW.h;
锡渣量:1.6 公斤/8 小时;
焊接方式:喷流波峰焊接。
预热方式:二预热区,局部热风;
助焊剂喷涂:局部涂敷;
周转治具数量:12 个;
流转方向:左进右出,或右进左出;
锡炉容量:65 公斤;
焊接机内部流程:
流水线前端人工操作步骤:
第一步:放表。把表放入开合式治具; 第二步:合盖。合上磁吸式盖;
第三步:推入。把治具推入接驳口传输皮带区。
流水线后端人工操作步骤: 步骤操作相反步骤,不再赘述。
客户案例:
一、焊接位置:上图红线内 15 个焊点; 二、产能需求:8 小时完成 5300 只;
三、人员比对:原来手工焊人员需求 9 人;自动焊接:2 人;节省人数:7 人;
四、焊接质量比对:图一为自动焊接线焊接,图二为手工焊接。
从焊点外观比对,手工焊接存在小锡珠和松香痕迹,焊点不光亮。
透锡一般。机器焊接的焊点光亮,透锡好,焊点一致。
生产现场图片:
前段:模块与表壳装配
中段:自动化焊接
后段:装上盖
产品视频